Полупроводниковите силови устройства заемат основна позиция в силовите електронни системи, особено в контекста на бързото развитие на технологии като изкуствен интелект, 5G комуникации и нови енергийни превозни средства, изискванията за производителност за тях са подобрени.
Силициев карбид(4H-SiC) се превърна в идеален материал за производство на високопроизводителни полупроводникови силови устройства поради своите предимства като широка ширина на лентата, висока топлопроводимост, висока напрегнатост на полето на пробив, висока скорост на дрейф на насищане, химическа стабилност и радиационна устойчивост. Въпреки това, 4H-SiC има висока твърдост, висока крехкост, силна химическа инертност и висока трудност при обработката. Качеството на повърхността на неговата подложка е от решаващо значение за приложения в широкомащабни устройства.
Следователно, подобряването на качеството на повърхността на 4H-SiC субстратните пластини, особено премахването на повредения слой върху повърхността за обработка на пластините, е ключът към постигането на ефективна, с ниски загуби и висококачествена обработка на 4H-SiC субстратни пластини.
Експериментирайте
Експериментът използва 4-инчов N-тип 4H-SiC слитък, отгледан чрез физически метод за пренасяне на пари, който се обработва чрез рязане с тел, шлайфане, грубо шлайфане, фино шлайфане и полиране, и записва дебелината на отстраняване на C повърхността и Si повърхността и крайната дебелина на пластината във всеки процес.
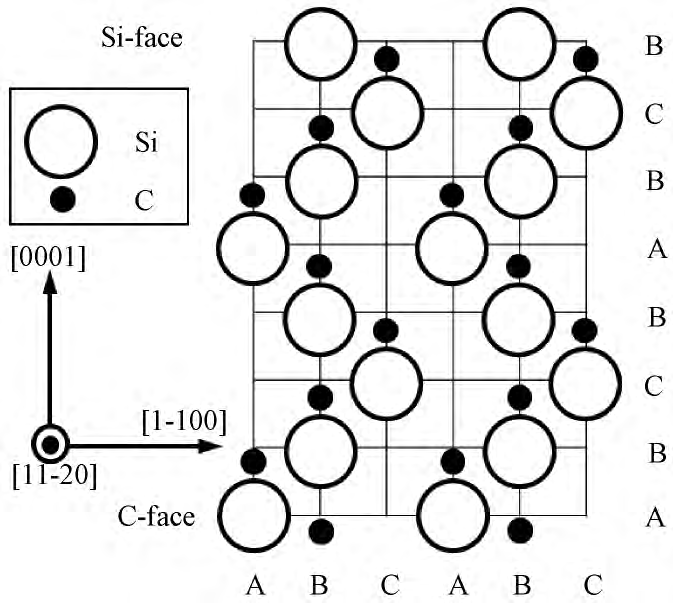
Фигура 1 Схематична диаграма на кристална структура 4H-SiC
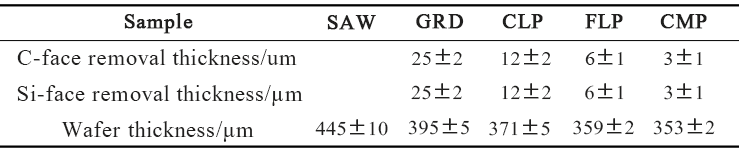
Фигура 2 Дебелина, отстранена от страната C и Si-страната на 4H-SiC пластинаслед различни стъпки на обработка и дебелина на вафлата след обработка
Дебелината, морфологията на повърхността, грапавостта и механичните свойства на пластината бяха напълно характеризирани от тестер за параметри на геометрията на пластината, микроскоп за диференциална интерференция, микроскоп за атомна сила, инструмент за измерване на грапавостта на повърхността и наноиндентор. В допълнение, рентгенов дифрактометър с висока разделителна способност беше използван за оценка на кристалното качество на пластината.
Тези експериментални стъпки и методи за изпитване осигуряват подробна техническа поддръжка за изследване на скоростта на отстраняване на материала и качеството на повърхността по време на обработката на 4H-SiC пластини.
Чрез експерименти изследователите анализираха промените в скоростта на отстраняване на материала (MRR), морфологията на повърхността и грапавостта, както и механичните свойства и кристалното качество на 4H-SiC пластинив различни етапи на обработка (рязане на тел, шлайфане, грубо шлайфане, фино шлайфане, полиране).
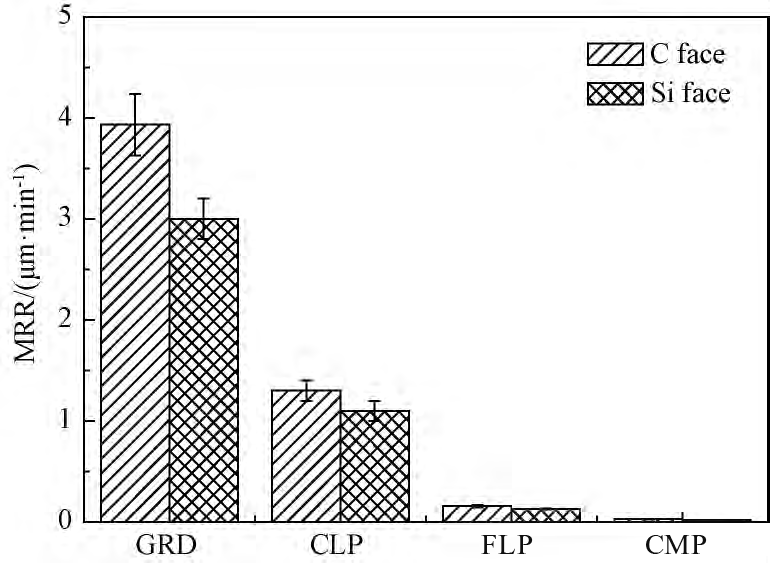
Фигура 3 Степен на отстраняване на материала на С-лице и Si-лице на 4H-SiC пластинав различни етапи на обработка
Проучването установи, че поради анизотропията на механичните свойства на различните кристални повърхности на 4H-SiC, има разлика в MRR между C-лицето и Si-лицето при един и същ процес и MRR на C-лицето е значително по-висока от този на Si-face. С напредването на етапите на обработка морфологията на повърхността и грапавостта на 4H-SiC пластините постепенно се оптимизират. След полиране Ra на C-лицето е 0,24 nm, а Ra на Si-лицето достига 0,14 nm, което може да отговори на нуждите от епитаксиален растеж.
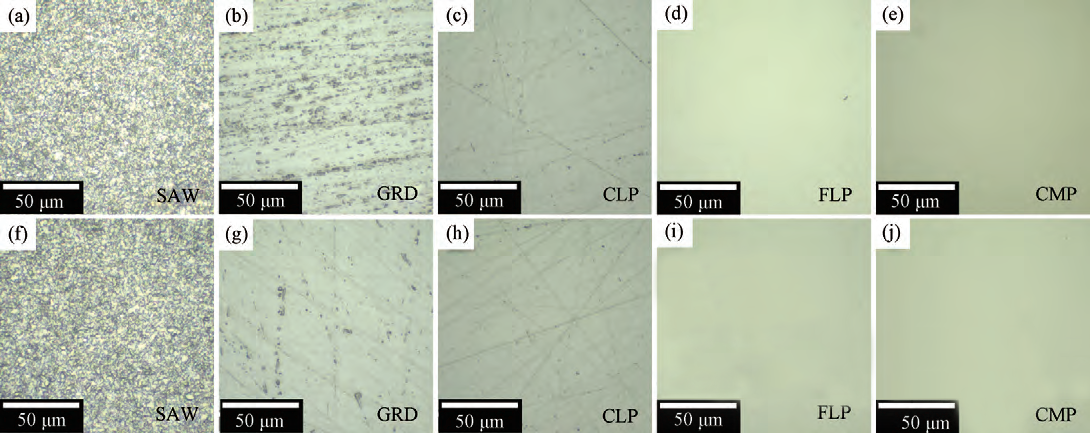
Фигура 4 Изображения от оптичен микроскоп на C повърхност (a~e) и Si повърхност (f~j) на 4H-SiC пластина след различни стъпки на обработка
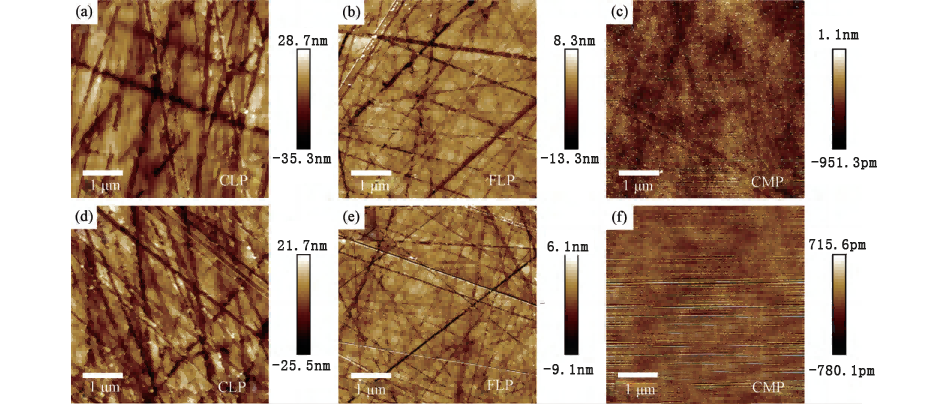
Фигура 5 Изображения с микроскоп с атомна сила на C повърхност (a~c) и Si повърхност (d~f) на 4H-SiC пластина след CLP, FLP и CMP стъпки на обработка
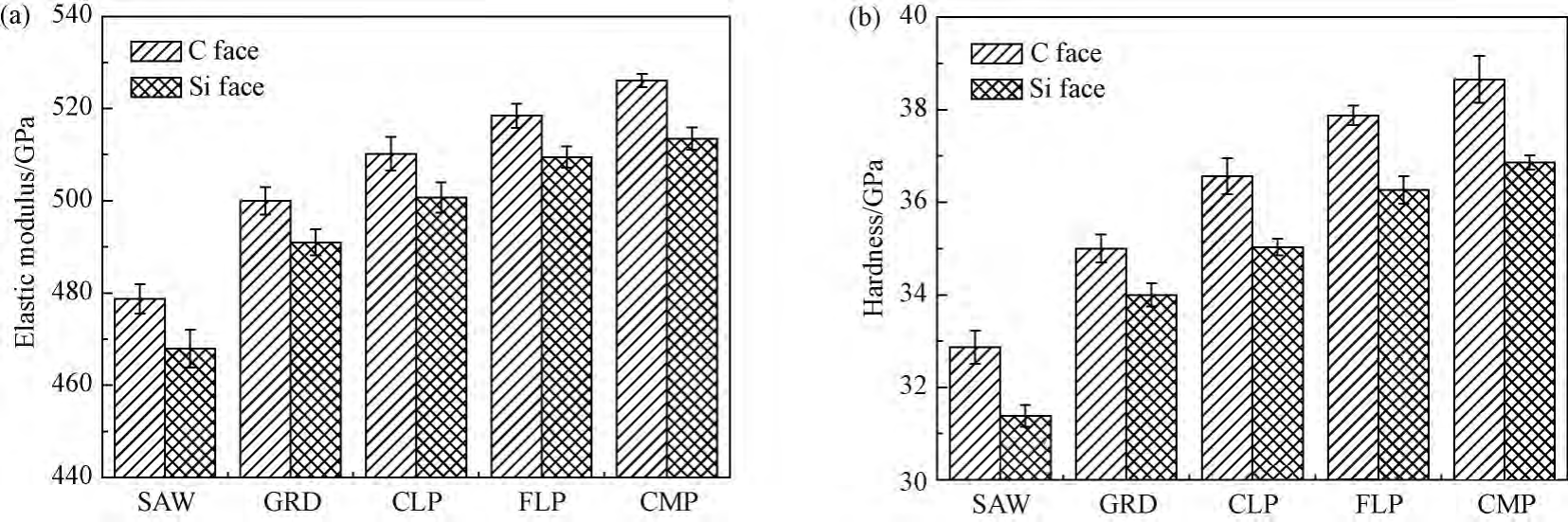
Фигура 6 (a) модул на еластичност и (b) твърдост на C повърхността и Si повърхността на 4H-SiC пластина след различни етапи на обработка
Тестът за механични свойства показва, че C повърхността на пластината има по-слаба якост от Si повърхностния материал, по-голяма степен на крехко счупване по време на обработка, по-бързо отстраняване на материала и относително лоша повърхностна морфология и грапавост. Отстраняването на повредения слой върху обработената повърхност е ключът към подобряване качеството на повърхността на вафлата. Ширината на половин височина на 4H-SiC (0004) кривата на люлеене може да се използва за интуитивно и точно характеризиране и анализиране на повърхностния слой на увреждане на пластината.
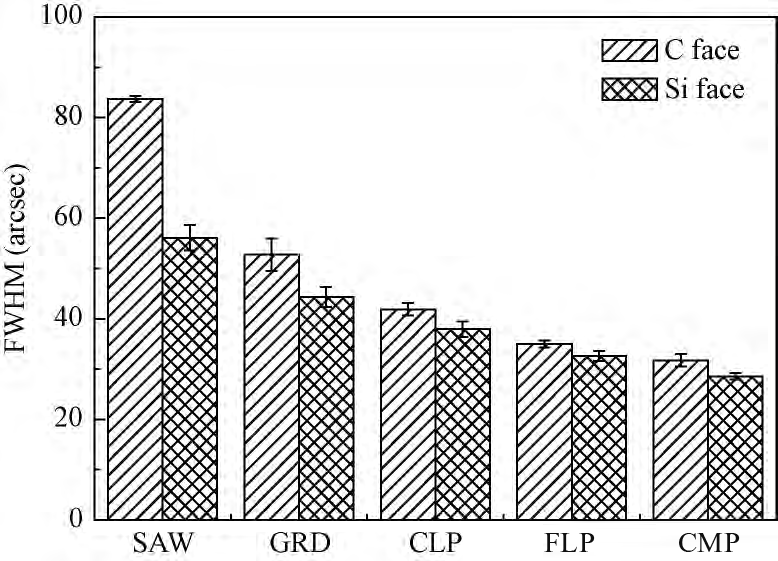
Фигура 7 (0004) полуширочина на люлеещата се крива на C-лицето и Si-лицето на 4H-SiC пластина след различни стъпки на обработка
Резултатите от изследването показват, че повърхностният увреден слой на пластината може постепенно да бъде отстранен след обработка на пластина с 4H-SiC, което ефективно подобрява качеството на повърхността на пластината и предоставя техническа справка за високоефективна, ниска загуба и висококачествена обработка от 4H-SiC субстратни пластини.
Изследователите обработиха 4H-SiC пластини чрез различни етапи на обработка като рязане на тел, шлайфане, грубо шлайфане, фино шлайфане и полиране и проучиха ефектите от тези процеси върху качеството на повърхността на пластината.
Резултатите показват, че с напредването на етапите на обработка повърхностната морфология и грапавостта на пластината постепенно се оптимизират. След полиране, грапавостта на С-лицето и Si-лицето достига съответно 0,24 nm и 0,14 nm, което отговаря на изискванията за епитаксиален растеж. C-лицето на пластината има по-слаба якост от Si-face материала и е по-податливо на крехко счупване по време на обработка, което води до относително лоша повърхностна морфология и грапавост. Отстраняването на повърхностния увреден слой на обработената повърхност е ключът към подобряване на качеството на повърхността на пластината. Полуширочината на 4H-SiC (0004) кривата на люлеене може интуитивно и точно да характеризира повърхностния слой на увреждане на пластината.
Изследванията показват, че повреденият слой на повърхността на 4H-SiC пластини може постепенно да бъде отстранен чрез обработка на 4H-SiC пластини, като ефективно подобрява качеството на повърхността на пластините, осигурявайки техническа справка за висока ефективност, ниски загуби и високи качествена обработка на 4H-SiC субстратни пластини.
Време на публикуване: 08 юли 2024 г