Един преглед
В процеса на производство на интегрални схеми фотолитографията е основният процес, който определя нивото на интеграция на интегралните схеми. Функцията на този процес е вярно предаване и прехвърляне на графичната информация на веригата от маската (наричана още маска) към субстрата на полупроводниковия материал.
Основният принцип на процеса на фотолитография е да се използва фотохимичната реакция на фоторезиста, покрит върху повърхността на субстрата, за да се запише моделът на веригата върху маската, като по този начин се постига целта за прехвърляне на шаблона на интегралната схема от дизайна към субстрата.
Основният процес на фотолитография
Първо, фоторезистът се нанася върху повърхността на субстрата с помощта на машина за нанасяне на покритие;
След това се използва фотолитографска машина за експониране на субстрата, покрит с фоторезист, и механизмът на фотохимичната реакция се използва за записване на информацията за шаблона на маската, предавана от фотолитографската машина, завършвайки прецизното предаване, прехвърляне и репликация на шаблона на маската към субстрата;
Накрая се използва проявител за проявяване на експонирания субстрат, за да се отстрани (или задържи) фоторезистът, който претърпява фотохимична реакция след излагане.
Втори процес на фотолитография
За да се прехвърли проектираният модел на веригата върху маската върху силиконовата пластина, прехвърлянето трябва първо да се постигне чрез процес на експониране, а след това силиконовият модел трябва да се получи чрез процес на ецване.
Тъй като осветяването на зоната на фотолитографския процес използва източник на жълта светлина, към който фоточувствителните материали са нечувствителни, тя се нарича също зона на жълта светлина.
Фотолитографията е използвана за първи път в печатарската индустрия и е основната технология за ранното производство на печатни платки. От 50-те години на миналия век фотолитографията постепенно се превърна в основната технология за трансфер на модели в производството на интегрални схеми.
Ключовите показатели на литографския процес включват разделителна способност, чувствителност, точност на наслагване, процент на дефекти и др.
Най-критичният материал в процеса на фотолитография е фоторезистът, който е фоточувствителен материал. Тъй като чувствителността на фоторезиста зависи от дължината на вълната на източника на светлина, различни фоторезистни материали са необходими за фотолитографски процеси като g/i линия, 248 nm KrF и 193 nm ArF.
Основният процес на типичен фотолитографски процес включва пет стъпки
:
-Подготовка на основния филм;
-Нанасяне на фоторезист и меко изпичане;
-Подравняване, експониране и изпичане след експониране;
-Проявяване на твърд филм;
-Откриване на развитие.
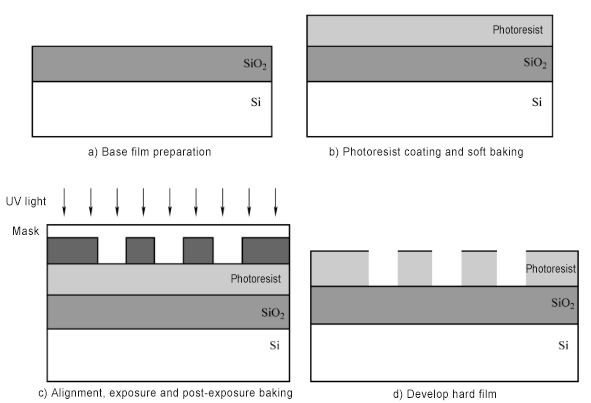
(1)Подготовка на основния филм: главно почистване и дехидратация. Тъй като всякакви замърсители ще отслабят адхезията между фоторезиста и пластината, цялостното почистване може да подобри адхезията между пластината и фоторезиста.
(2)Фоторезистно покритие: Това се постига чрез въртене на силиконовата пластина. Различните фоторезисти изискват различни параметри на процеса на нанасяне на покритие, включително скорост на въртене, дебелина на фоторезиста и температура.
Меко изпичане: Изпичането може да подобри адхезията между фоторезиста и силиконовата пластина, както и еднаквостта на дебелината на фоторезиста, което е от полза за прецизния контрол на геометричните размери на последващия процес на ецване.
(3)Подравняване и експозиция: Подравняването и експонирането са най-важните стъпки в процеса на фотолитография. Те се отнасят до подравняване на шаблона на маската със съществуващия шаблон върху пластината (или шаблона на предния слой) и след това облъчването му със специфична светлина. Светлинната енергия активира фоточувствителните компоненти във фоторезиста, като по този начин прехвърля модела на маската върху фоторезиста.
Оборудването, използвано за подравняване и експониране, е фотолитографска машина, която е най-скъпата отделна част от технологичното оборудване в целия процес на производство на интегрални схеми. Техническото ниво на фотолитографската машина представлява нивото на напредък на цялата производствена линия.
Изпичане след експониране: отнася се до кратък процес на изпичане след експониране, който има различен ефект от този при дълбоките ултравиолетови фоторезисти и конвенционалните i-line фоторезисти.
За дълбок ултравиолетов фоторезист, изпичането след експониране премахва защитните компоненти във фоторезиста, позволявайки на фоторезиста да се разтвори в проявителя, така че е необходимо изпичане след експониране;
За конвенционалните i-line фоторезисти изпичането след експониране може да подобри адхезията на фоторезиста и да намали стоящите вълни (стоящите вълни ще имат неблагоприятен ефект върху морфологията на ръба на фоторезиста).
(4)Проявяване на твърдия филм: използване на проявител за разтваряне на разтворимата част от фоторезиста (положителен фоторезист) след излагане и точно показване на шаблона на маската с модела на фоторезиста.
Ключовите параметри на процеса на проявяване включват температура и време на проявяване, доза и концентрация на проявителя, почистване и т.н. Чрез регулиране на съответните параметри в проявяването разликата в скоростта на разтваряне между експонираните и неекспонираните части на фоторезиста може да се увеличи, като по този начин получаване на желания ефект от развитието.
Втвърдяването е известно още като втвърдяващо изпичане, което е процес на отстраняване на останалия разтворител, проявител, вода и други ненужни остатъчни компоненти в проявения фоторезист чрез нагряване и изпаряване, така че да се подобри адхезията на фоторезиста към силициевия субстрат и съпротивлението на ецване на фоторезиста.
Температурата на процеса на втвърдяване варира в зависимост от различните фоторезисти и методите на втвърдяване. Предпоставката е, че фоторезистът не се деформира и фоторезистът трябва да бъде направен достатъчно твърд.
(5)Проверка на развитието: Това е за проверка за дефекти в модела на фоторезиста след проявяване. Обикновено технологията за разпознаване на изображения се използва за автоматично сканиране на модела на чипа след разработване и сравняването му с предварително съхранения стандартен шаблон без дефекти. Ако се установи някаква разлика, той се счита за дефектен.
Ако броят на дефектите надвиши определена стойност, се счита, че силиконовата пластина не е преминала теста за разработка и може да бъде бракувана или преработена според случая.
В процеса на производство на интегрални схеми повечето процеси са необратими, а фотолитографията е един от малкото процеси, които могат да бъдат преработени.
Три фотомаски и фоторезистни материали
3.1 Фотомаска
Фотомаската, известна също като фотолитографска маска, е маска, използвана в процеса на фотолитография за производство на пластини с интегрални схеми.
Процесът на производство на фотомаска е да преобразува оригиналните данни за оформлението, необходими за производството на пластини, проектирани от инженери по дизайн на интегрални схеми, във формат на данни, който може да бъде разпознат от генератори на лазерни шаблони или оборудване за експониране на електронен лъч чрез обработка на данни за маска, така че да може да бъде експониран от горното оборудване върху субстратния материал на фотомаската, покрит с фоточувствителен материал; след това се обработва чрез поредица от процеси като проявяване и ецване, за да се фиксира моделът върху субстратния материал; накрая, той се проверява, ремонтира, почиства и ламинира с филм, за да образува маска и се доставя на производителя на интегрална схема за употреба.
3.2 Фоторезист
Фоторезистът, известен още като фоторезист, е фоточувствителен материал. Фоточувствителните компоненти в него ще претърпят химически промени под въздействието на светлината, като по този начин ще предизвикат промени в скоростта на разтваряне. Основната му функция е да пренесе шаблона върху маската върху субстрат като вафла.
Принцип на работа на фоторезиста: Първо, фоторезистът се покрива върху субстрата и се изпича предварително, за да се отстрани разтворителят;
Второ, маската е изложена на светлина, което кара фоточувствителните компоненти в откритата част да претърпят химическа реакция;
След това се извършва изпичане след експониране;
Накрая, фоторезистът се разтваря частично чрез проявяване (за положителен фоторезист експонираната област се разтваря; за отрицателен фоторезист неекспонираната зона се разтваря), като по този начин се осъществява прехвърлянето на модела на интегралната схема от маската към субстрата.
Компонентите на фоторезиста включват главно филмообразуваща смола, фоточувствителен компонент, следи от добавки и разтворител.
Сред тях, филмообразуващата смола се използва за осигуряване на механични свойства и устойчивост на ецване; фоточувствителният компонент претърпява химични промени под светлина, което води до промени в скоростта на разтваряне;
Следи от добавки включват багрила, подобрители на вискозитета и др., които се използват за подобряване на работата на фоторезиста; разтворителите се използват за разтваряне на компонентите и равномерното им смесване.
Фоторезистите, които понастоящем се използват широко, могат да бъдат разделени на традиционни фоторезисти и фоторезисти с химично усилване според механизма на фотохимичната реакция и могат също да бъдат разделени на ултравиолетови, дълбоки ултравиолетови, екстремни ултравиолетови, електронен лъч, йонен лъч и рентгенови фоторезисти според дължина на вълната на фоточувствителност.
Четири фотолитографски апарата
Технологията на фотолитографията е преминала през процеса на разработване на контактна/близка литография, оптична проекционна литография, стъпкова и повтаряща се литография, сканираща литография, потапяща литография и EUV литография.
4.1 Машина за контактна/близка литография
Технологията за контактна литография се появява през 60-те години на миналия век и се използва широко през 70-те години. Това беше основният литографски метод в ерата на малките интегрални схеми и се използваше главно за производство на интегрални схеми с размери на характеристиките над 5 μm.
В машина за контактна/близка литография пластината обикновено се поставя върху ръчно контролирана хоризонтална позиция и въртяща се работна маса. Операторът използва дискретен полеви микроскоп, за да наблюдава едновременно позицията на маската и пластината и ръчно контролира позицията на работната маса, за да подравни маската и пластината. След като пластината и маската са подравнени, двете ще бъдат притиснати една към друга, така че маската да е в пряк контакт с фоторезиста на повърхността на пластината.
След отстраняване на обектива на микроскопа, пресованата пластина и маската се преместват на масата за експониране за експониране. Светлината, излъчвана от живачната лампа, е колимирана и успоредна на маската през леща. Тъй като маската е в пряк контакт със слоя фоторезист върху пластината, моделът на маската се прехвърля върху слоя фоторезист в съотношение 1:1 след експониране.
Оборудването за контактна литография е най-простото и най-икономично оборудване за оптична литография и може да постигне експониране на субмикронни графики с размер на функцията, така че все още се използва в производството на малки партиди продукти и лабораторните изследвания. В широкомащабното производство на интегрални схеми беше въведена технологията за близка литография, за да се избегне увеличаването на разходите за литография, причинено от директния контакт между маската и пластината.
Проксимити литографията беше широко използвана през 70-те години на миналия век по време на ерата на малките интегрални схеми и ранната ера на средните интегрални схеми. За разлика от контактната литография, маската при проксимити литографията не е в пряк контакт с фоторезиста върху пластината, а се оставя празнина, пълна с азот. Маската плава върху азота и размерът на празнината между маската и пластината се определя от налягането на азота.
Тъй като няма директен контакт между подложката и маската при литографията в близост, дефектите, въведени по време на литографския процес, се намаляват, като по този начин се намалява загубата на маската и се подобрява добивът на подложка. При проксимити литографията пролуката между пластината и маската поставя пластината в зоната на дифракция на Френел. Наличието на дифракция ограничава по-нататъшното подобряване на разделителната способност на оборудването за безконтактна литография, така че тази технология е подходяща главно за производството на интегрални схеми с размери на характеристиките над 3 μm.
4.2 Степер и повторител
Степерът е едно от най-важните съоръжения в историята на литографията на вафли, което популяризира процеса на субмикронна литография в масово производство. Степерът използва типично статично поле на експозиция от 22 mm × 22 mm и оптична проекционна леща с коефициент на намаляване 5: 1 или 4: 1, за да прехвърли шаблона върху маската върху пластината.
Литографската машина със стъпка и повторение обикновено се състои от подсистема за експониране, подсистема за етап на детайла, подсистема за етап на маска, подсистема за фокусиране/нивелиране, подсистема за подравняване, подсистема за основна рамка, подсистема за трансфер на пластини, подсистема за трансфер на маска , електронна подсистема и софтуерна подсистема.
Типичният работен процес на литографска машина със стъпка и повторение е както следва:
Първо, пластината, покрита с фоторезист, се прехвърля към масата за обработвания детайл с помощта на подсистемата за трансфер на пластини, а маската, която трябва да бъде изложена, се прехвърля към масата за маски с помощта на подсистемата за трансфер на маска;
След това системата използва подсистемата за фокусиране/нивелиране, за да извърши многоточково измерване на височината на пластината на детайла, за да получи информация като височината и ъгъла на наклон на повърхността на пластината, която ще бъде изложена, така че зоната на експозиция на пластината винаги може да се контролира в рамките на фокусната дълбочина на прожекционния обектив по време на процеса на експониране;Впоследствие системата използва подсистемата за подравняване, за да подравни маската и пластината, така че по време на процеса на експониране точността на позицията на изображението на маската и прехвърлянето на шаблона на пластината винаги да е в рамките на изискванията за наслагване.
И накрая, действието на стъпка и експозиция на цялата повърхност на вафлата е завършено според предписания път, за да се реализира функцията за прехвърляне на модела.
Следващата стъпкова и скенерна литографска машина се основава на горния основен работен процес, като подобрява стъпаловидно → експозиция към сканиране → експозиция и фокусиране/нивелиране → подравняване → експозиция на двустепенния модел към измерване (фокусиране/нивелиране → подравняване) и сканиране експозиция паралелно.
В сравнение с литографската машина със стъпка и сканиране, литографската машина със стъпка и повторение не се нуждае от постигане на синхронно обратно сканиране на маската и пластината и не изисква маска за сканиране и система за управление на синхронно сканиране. Следователно структурата е сравнително проста, цената е сравнително ниска и операцията е надеждна.
След като IC технологията навлезе в 0,25 μm, приложението на литографията със стъпка и повторение започна да намалява поради предимствата на литографията със стъпка и сканиране при сканиране на размера на полето на експозиция и равномерността на експозицията. Понастоящем най-новата литография със стъпка и повторение, предоставена от Nikon, има зрително поле на статична експозиция, толкова голямо, колкото това на литографията със стъпка и сканиране, и може да обработва повече от 200 пластини на час с изключително висока производствена ефективност. Този тип литографска машина в момента се използва главно за производството на некритични IC слоеве.
4.3 Стъпков скенер
Прилагането на литографията със стъпка и сканиране започва през 90-те години. Чрез конфигуриране на различни източници на светлина за експозиция, технологията step-and-scan може да поддържа различни технологични възли на процеса, от 365nm, 248nm, 193nm потапяне до EUV литография. За разлика от литографията със стъпка и повторение, експозицията на едно поле на литографията със стъпка и сканиране приема динамично сканиране, т.е. плочата на маската завършва движението на сканиране синхронно спрямо пластината; след завършване на текущото експониране на полето, пластината се носи от етапа на обработвания детайл и се пристъпва към следващата позиция на полето за сканиране и повтарящото се експониране продължава; повторете експозицията със стъпка и сканиране многократно, докато не бъдат експонирани всички полета на цялата пластина.
Чрез конфигуриране на различни типове източници на светлина (като i-line, KrF, ArF), стъпковият скенер може да поддържа почти всички технологични възли на полупроводниковия преден процес. Типичните базирани на силиций CMOS процеси са приели стъпкови скенери в големи количества от 0,18μm възел; екстремните ултравиолетови (EUV) литографски машини, използвани в момента в процесни възли под 7nm, също използват стъпково сканиране. След частична адаптивна модификация, стъпковият скенер може също така да подпомогне изследванията, развитието и производството на много процеси, които не са базирани на силиций, като MEMS, захранващи устройства и радиочестотни устройства.
Основните производители на проекционни литографски машини със стъпка и сканиране включват ASML (Холандия), Nikon (Япония), Canon (Япония) и SMEE (Китай). ASML стартира серията TWINSCAN от литографски машини със стъпка и сканиране през 2001 г. Тя приема двустепенна системна архитектура, която може ефективно да подобри изходната скорост на оборудването и се превърна в най-широко използваната литографска машина от висок клас.
4.4 Имерсионна литография
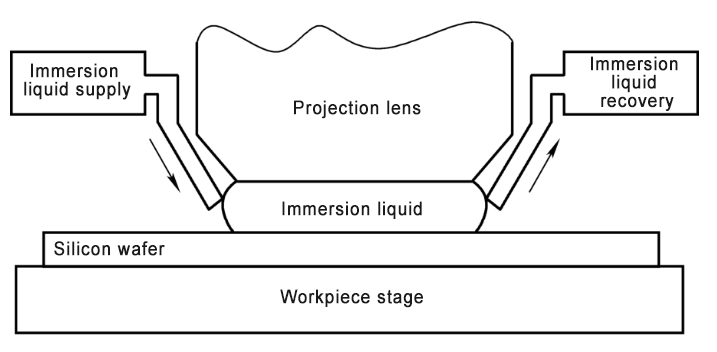
От формулата на Rayleigh може да се види, че когато дължината на вълната на експониране остава непроменена, ефективен начин за по-нататъшно подобряване на разделителната способност на изображението е увеличаването на цифровата апертура на системата за изображения. За разделителни способности на изображения под 45 n и по-високи методът на суха експозиция ArF вече не може да отговори на изискванията (защото поддържа максимална разделителна способност на изображения от 65 n), така че е необходимо да се въведе метод на потапяща литография. В традиционната литографска технология средата между лещата и фоторезиста е въздух, докато технологията на имерсионната литография заменя въздушната среда с течност (обикновено свръхчиста вода с индекс на пречупване 1,44).
Всъщност технологията на имерсионната литография използва скъсяването на дължината на вълната на светлинния източник, след като светлината премине през течната среда, за да подобри разделителната способност, а коефициентът на скъсяване е индексът на пречупване на течната среда. Въпреки че имерсионната литографска машина е вид литографска машина със стъпка и сканиране и нейното системно решение за оборудване не се е променило, това е модификация и разширение на литографската машина със стъпка и сканиране ArF поради въвеждането на ключови технологии, свързани до потапяне.
Предимството на имерсионната литография е, че поради увеличаването на цифровата апертура на системата, способността за разделителна способност на изображенията на литографската машина със стъпков скенер е подобрена, което може да отговори на изискванията на процеса за разделителна способност на изображения под 45 nm.
Тъй като машината за потапяща литография все още използва източник на светлина ArF, непрекъснатостта на процеса е гарантирана, спестявайки разходите за научноизследователска и развойна дейност на източник на светлина, оборудване и процес. На тази база, комбинирана с множество графики и технология за компютърна литография, машината за потапяща литография може да се използва в процесни възли от 22nm и по-ниски. Преди EUV литографската машина да бъде официално пусната в масово производство, имерсионната литографска машина беше широко използвана и можеше да отговори на изискванията на процеса на 7nm възел. Въпреки това, поради въвеждането на течност за потапяне, инженерната трудност на самото оборудване се е увеличила значително.
Нейните ключови технологии включват технология за доставяне и възстановяване на течности с потапяне, технология за поддържане на полето на течности с потапяне, технология за контрол на замърсяването и дефектите с имерсионна литография, разработване и поддръжка на проекционни лещи с ултраголяма цифрова апертура и технология за откриване на качеството на изображенията при условия на потапяне.
В момента комерсиалните литографски машини ArFi със стъпка и сканиране се предоставят главно от две компании, а именно ASML от Холандия и Nikon от Япония. Сред тях цената на един ASML NXT1980 Di е около 80 милиона евро.
4.5 Екстремна ултравиолетова литографска машина
За да се подобри разделителната способност на фотолитографията, дължината на вълната на експониране се съкращава допълнително, след като се приеме източникът на ексимерна светлина и се въвежда екстремна ултравиолетова светлина с дължина на вълната от 10 до 14 nm като източник на светлина на експозиция. Дължината на вълната на екстремната ултравиолетова светлина е изключително къса и отразяващата оптична система, която може да се използва, обикновено се състои от многослойни филмови рефлектори като Mo/Si или Mo/Be.
Сред тях, теоретичната максимална отразяваща способност на Mo/Si многослоен филм в диапазона на дължина на вълната от 13,0 до 13,5 nm е около 70%, а теоретичната максимална отразяваща способност на Mo/Be многослоен филм при по-къса дължина на вълната от 11,1 nm е около 80%. Въпреки че отразяващата способност на рефлекторите с многослоен филм Mo/Be е по-висока, Be е силно токсичен, така че изследванията върху такива материали бяха изоставени при разработването на EUV литографска технология.Настоящата EUV литографска технология използва Mo/Si многослоен филм и неговата дължина на вълната на експозиция също е определена на 13,5 nm.
Основният източник на екстремна ултравиолетова светлина използва технология за лазерно произведена плазма (LPP), която използва лазери с висок интензитет, за да възбуди топящата се на гореща Sn плазма да излъчва светлина. Дълго време мощността и наличността на светлинния източник бяха тесните места, ограничаващи ефективността на EUV литографските машини. Чрез усилвателя на мощността на главния осцилатор, технологията за предсказваща плазма (PP) и технологията за почистване на огледалото за събиране на място, мощността и стабилността на светлинните източници на EUV са значително подобрени.
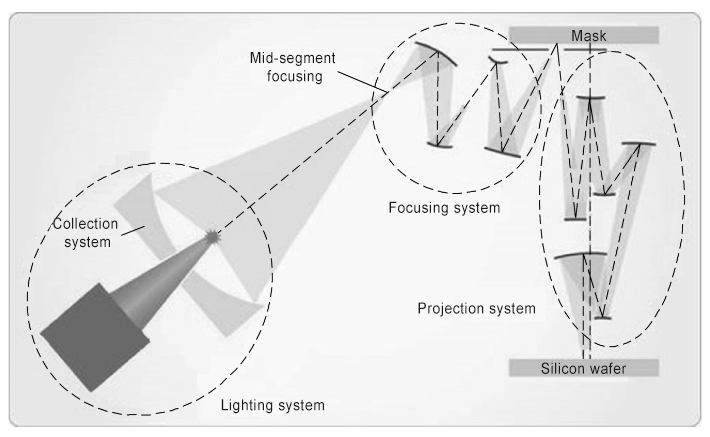
EUV литографската машина се състои главно от подсистеми като източник на светлина, осветление, леща на обектива, етап на детайла, етап на маска, подравняване на пластини, фокусиране/нивелиране, предаване на маска, предаване на пластини и вакуумна рамка. След преминаване през осветителната система, съставена от рефлектори с многослойно покритие, екстремната ултравиолетова светлина се облъчва върху отразяващата маска. Светлината, отразена от маската, влиза в оптичната система за изображения с пълно отражение, съставена от серия от рефлектори, и накрая отразеното изображение на маската се проектира върху повърхността на пластината във вакуумна среда.
Зрителното поле на експониране и зрителното поле на изображението на EUV литографската машина са с форма на дъга и се използва метод на сканиране стъпка по стъпка, за да се постигне пълно излагане на пластини, за да се подобри изходната скорост. Най-модерната EUV литографска машина от серията NXE на ASML използва източник на експонираща светлина с дължина на вълната 13,5 n, отразяваща маска (6° наклонен наклон), 4-кратно намалена отразяваща проекционна обективна система с 6-огледална структура (NA=0,33), a зрително поле на сканиране от 26 mm × 33 mm и среда на експозиция във вакуум.
В сравнение с имерсионните литографски машини, разделителната способност на единична експозиция на EUV литографските машини, използващи източници на екстремна ултравиолетова светлина, е значително подобрена, което може ефективно да избегне сложния процес, необходим за многократна фотолитография за формиране на графики с висока разделителна способност. Понастоящем разделителната способност на единична експозиция на литографската машина NXE 3400B с числова апертура от 0,33 достига 13n, а скоростта на изхода достига 125 броя/ч.
За да отговорят на нуждите от по-нататъшно разширяване на закона на Мур, в бъдеще EUV литографските машини с цифрова апертура 0,5 ще приемат проекционна обективна система с централно блокиране на светлината, използвайки асиметрично увеличение от 0,25 пъти/0,125 пъти, и Зрителното поле на сканиращата експозиция ще бъде намалено от 26m × 33mm на 26mm × 16,5mm, а резолюцията на единична експозиция може да достигне под 8n.
——————————————————————————————————————————————————— ———————————
Semicera може да осигуриграфитни части, мек/твърд филц, части от силициев карбид, CVD части от силициев карбид, иЧасти с покритие от SiC/TaCс пълен полупроводников процес за 30 дни.
Ако се интересувате от горните полупроводникови продукти,моля, не се колебайте да се свържете с нас за първи път.
Тел: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Време на публикуване: 31 август 2024 г